冷喷锌是一种有效重防腐材料,含有0.96以上的锌,具有好的防锈效果和优异的底涂、良好的配套性。在T型槽装配平板/台铸造过程中,需要注意环境温度和湿度对涂层干燥时间的影响,控制好喷涂的涂层厚度,避免影响涂层的附着力和耐腐蚀性能。此外,铸造时还需要考虑风力、温度和湿度等因素的影响,选择适宜的铸造时间和条件。
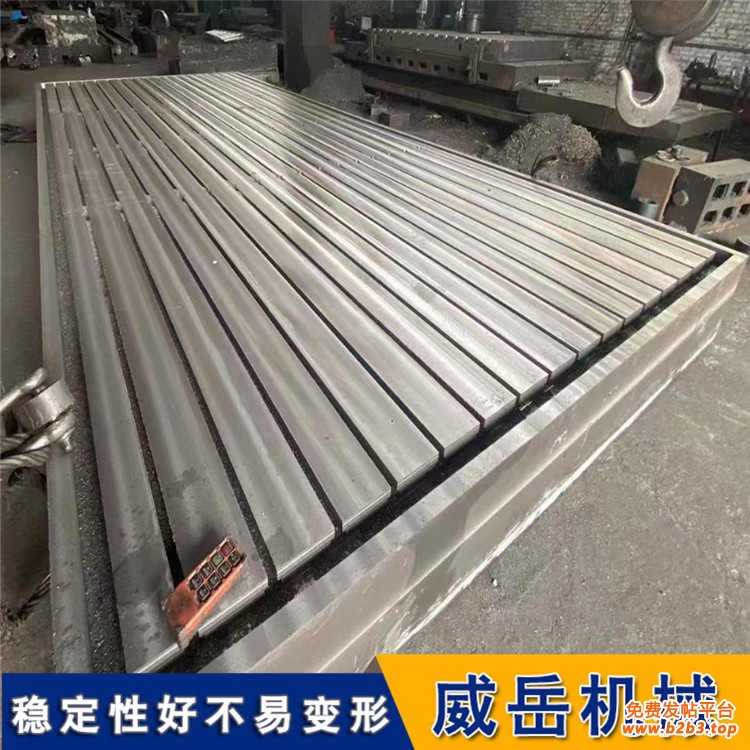
T型槽装配平台所使用的冷喷锌富含许多的锌粉,储存期间简略发作堆积分层,因此在开盖后有必要充分搅拌。搅拌后请承认罐底无堆积存在一同,在涂装过程中也要留心常常搅拌,避免锌粉堆积,涂装方法为刷涂,有气喷涂,无气喷涂和喷雾剂型。接下来威岳小编带您了解冷喷锌的工艺流程。
冷喷锌工艺流程
1. 表面处理。
先对T型槽装配平台进行表面处理,包括焊缝和平整处的打磨,以及使用抛丸或喷砂方法清除表面的锈迹,确保表面无明显油污、灰尘和杂物,达到一定的粗糙度。
金属表面进行处理后,使得喷涂后的锌层能够牢固地附着在金属表面上。表面处理的方法包括机械清洗、酸洗、碱洗等,具体的处理方法需要根据金属材料的种类和表面情况来决定
2. 预处理
在表面处理完成后,需要进行预处理。预处理的目的是为了增强金属表面的附着力和锌层的耐腐蚀性。预处理的方法包括喷砂、喷化学处理等,其中喷砂和喷丸是常用的方法。
3. 涂装施工。
在预处理完成后,就可以进行冷喷锌了,将冷喷锌涂料加入专用稀释剂,搅拌均匀后,在表面处理后的4个小时内进行喷涂施工,确保涂层干膜厚度超过60微米时,应分两道施工,间隔2小时以上,不超过设计干膜厚度的1.5倍。冷喷锌是一种高速喷射技术,通过高速喷射锌粉未将锌层喷涂在金属表面上。冷喷锌的喷涂速度很快,可以达到每秒数百米的速度。http://www.chinaweiyue.com/
4. 后处理
冷喷锌完成后,需要进行后处理。后处理的目的是为了增强锌层的耐腐蚀性和美观度。后处理的方法包括烘干、涂漆、热处理等,其中烘干是应的,其他方法可以根据需要进行选择。
5. 涂装验收。
检测漆膜是否完好,有无漏涂的部位,是否有起泡,确保涂层质量符合设计要求。
联系人:销售部卫经理 15533753786竭诚为您服务!
详询可登陆我们的官网:http://www.chinaweiyue.com/