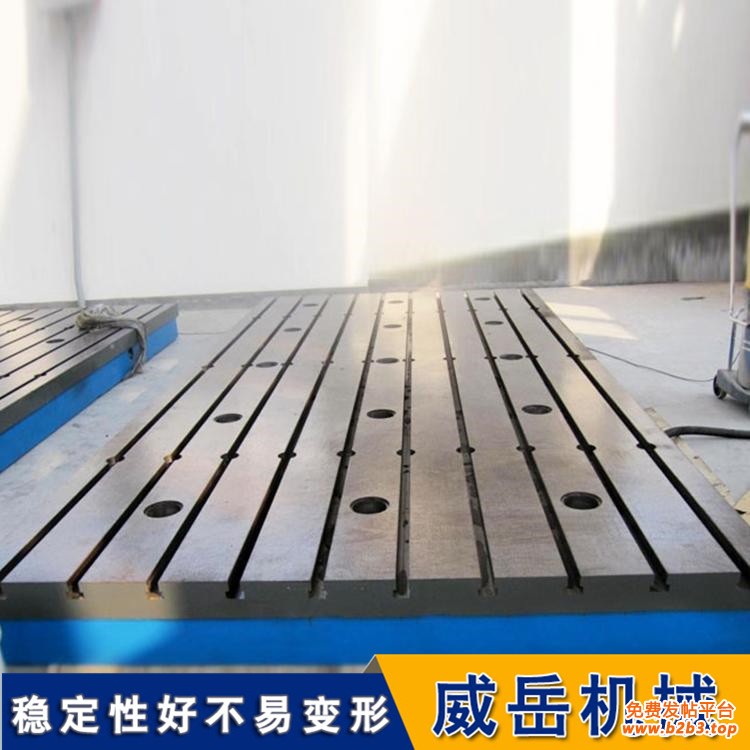
精度:0-3级
工作面硬度:HB170-240
大型铸铁装配平台在加工过程中要经历毛坯,机加工检验和成品检验三次。大型铸铁装配平台毛坯检验主要检验外观规格是否可以达到技术要求,和毛坯有没有内部缺点;大型铸铁装配平台毛坯检验主要是检验铸铁平台有没有沙孔、气孔、裂纹、夹沙、缩松和加工误差等。
大型铸铁装配平台毛坯检验主要是检验平面度和外观及其规格是否可以达到使用要求。装配铸铁平台铸造毛坯后,要对铸件进行全的清砂处理。清砂形式有人工清砂及抛丸清砂。抛丸清砂,费用高,铆焊平台表面清理的非常干净。人工清砂费用低,有些局部处理的不是很干净。
大型铸铁装配平台进行抛丸清理的 好温度 好是接近环境温度,但每家铸造厂的冷时间不尽相同,因此大型铸铁装配平台铸件进入抛丸室的温度差别也很大。因此抛丸机在设计时,应考虑到用户生产可能的 高温度,假设客户需要对如此高温的铸件进行清理,设计的抛丸机就 符合这样的要求,如此才能减少日后的维修,停机和其他包括操作 隐患等问题。
这些高温作业还会对设备维护提出特殊要求,热的零件,热的机器加之热的磨料,对于设备维修、操作 均是个挑战.在这样生产情况下,轴承的润滑、输送带设计、易损件材料组成、通风和控制系统经常都需要 换。
大型铸铁装配平台型砂的性能将直接影响铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。
湿型砂应采用粒度在55/1O0、75/150、100/200的多角形或圆形的 石砂,这样可以获得较好的表面强度和抗夹砂性。在粘土含量相同时,膨润土比普通粘土的热湿拉强度高。在湿型粘土砂中加入适量的煤粉、木屑等,可提高抗夹砂能力,并可防止夹砂、粘砂而得到表面光洁的铸件。型砂的水分定为6%左右,以使其具有较好的综合性能。
严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。
大型铸铁装配平台在安装时,要将支撑铸铁平板的支架放置在主支撑点处。支撑时应保持划线平板的工作调整到水平面内。使用平板前,需要有的工作人员,对划线平板进行检测调试,调试好后方可使用。使用大型铸铁装配平台时,安放机械设备零件应该轻拿轻放,防止机械设备零件和划线平台强烈碰撞。如果铸铁平板表面和机械零件发生碰撞,应把收到撞击凹陷或凸起的部分修好后再继续使用。
大型铸铁装配平台应保持表面清洁,使用完后应及时清理划线平板表面,以免平板表面残留机械零件掉落的铁屑、砂子或其他杂质。这些铁屑杂质等在潮湿的空气中容易和划线平板表面的铸铁发生原电池反应,导致划线平板表面生锈腐蚀。即使不在潮湿空气中,这些杂质也容易铸铁装配平台表面,造成铸铁平台精度下降,因此,及时清理http://www.chinaweiyue.com/咨询13231713280。