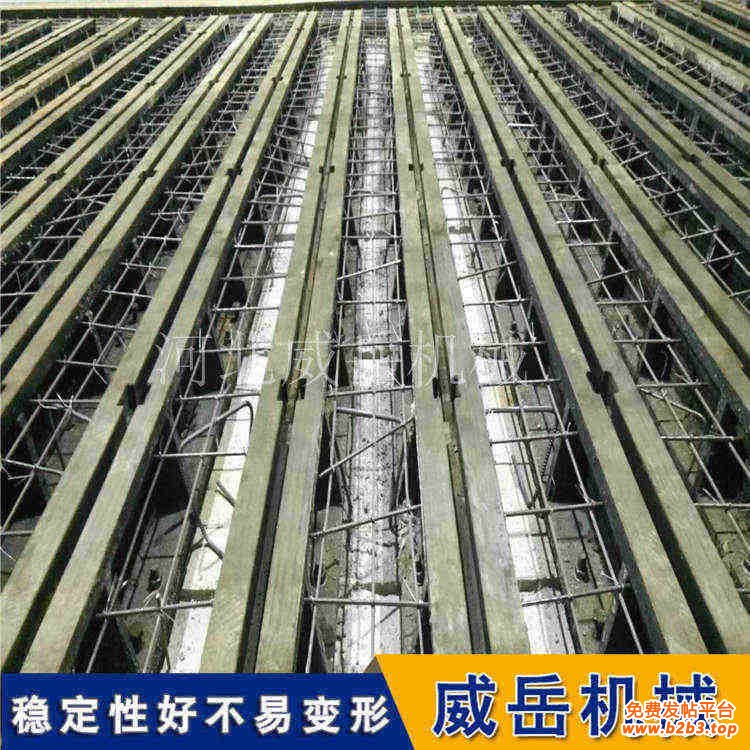
表面处理:防锈处理喷砂
材质:HT250
一、生产前核心原则:先明确标准,再筹备资源
所有前置步骤均围绕“满足图纸要求、适配生产条件、保障质量可控”三大原则展开,避免盲目筹备导致返工。
二、七大核心步骤:从需求到就绪的完整流程
步骤1:技术文件确认——明确“做什么”
这是生产前的“指南针”,一定做到100%准确核对,避免因文件偏差导致批量报废。http://www.chinaweiyue.com/
- 核心文件:产品图纸(含T型槽尺寸、间距、深度、地轨长度/宽度/厚度、平面度公差等)、技术规范(材质要求如HT200/HT250铸铁、热处理要求等)、验收标准。
- 关键动作:技术部、生产部、质检部三方会审文件,标注疑问点并明确解决方案;将图纸转化为生产用工艺卡(标注关键工序参数)。
- 避坑要点:强调核对T型槽与后续装配工件的匹配尺寸,以及地轨的平面度公差是否符合使用场景(如细致设备安装需更高精度)。
步骤2:材质选型与采购——保障“基础合格”
铸铁材质的优劣直接影响地轨的强度、耐磨性和稳定性,是前期关键环节。
- 材质选择:根据负载需求选型,常规场景选HT200(中等强度),重载/高频使用场景选HT250(高强度、高耐磨性);要求材质均匀、无砂眼、气孔等缺陷。
- 采购动作:选择资质齐全的铸铁供应商,提供材质化验单要求;签订采购合同明确材质标准、交货时间及不合格退换条款。
- 验收要点:原材料到厂后,质检部核对材质化验单,抽样进行力学性能检测(如抗拉强度),确保符合要求。
步骤3:工艺方案制定——规划“怎么做”
结合产品要求和生产设备,制定有效、无误的工艺路线,明确各工序的先后顺序和参数。
- 核心工艺路线:原材料预处理(时效处理,消除内应力)→ 粗加工(铣削基准面、初步成型)→ 半精加工(铣削T型槽雏形)→ 热处理(时效处理,稳定尺寸)→ 精加工(精铣T型槽、保证平面度)→ 质检。
- 关键动作:工艺员根据图纸标注各工序的加工设备(如龙门铣床、立式铣床)、刀具型号、切削速度、进给量等参数;明确热处理的温度、保温时间等要求(如人工时效需550-600℃保温4-6小时)。
- 强调关注:两次时效处理不可省略——原材料预处理减少铸造内应力,半精加工后处理减少加工应力,避免后期变形。
步骤4:设备与刀具筹备——确保“工欲善其事”
提前检查设备精度和刀具状态,避免生产中因设备问题导致精度不达标。
- 设备筹备:检查加工设备(铣床)的平面度、垂直度精度,进行校准;检查热处理炉的温控精度,确保符合工艺要求。
- 刀具筹备:根据T型槽尺寸选用专用T型槽铣刀(确保刀刃锋利、尺寸无误);准备基准测量工具(如水平仪、百分表、卡尺、千分尺)并校准。
- 调试动作:设备调试人员进行空机试运行,检查刀具安装牢固性,试切一小块铸铁料验证切削参数合理性。
步骤5:生产计划编排——统筹“何时做”
结合交货期、工序耗时和人员配置,制定细化的生产计划,避免工序衔接混乱。
- 计划内容:明确各工序的开始/结束时间、负责班组/人员、原材料进场时间、半成品流转节点、成品检验时间。
- 关键动作:生产主管协调各部门资源,如确保热处理炉在主要时间可用、铣床操作员到位;将计划张贴在生产现场,明确各岗位任务。
- 弹性预留:在热处理、精加工等关键工序预留10%-20%的缓冲时间,应对可能出现的设备故障或质量调整。
步骤6:人员培训与交底——保证“按规做”
确保操作人员熟悉工艺要求和操作规范,避免因人为失误导致质量问题。
- 培训内容:工艺卡解读(强调工序参数、T型槽尺寸要求)、设备操作规范(铣床、热处理炉安全操作)、质量标准(不合格品判定依据)。
- 交底动作:召开生产前交底会,技术员、工艺员现场解答操作人员疑问;进行实操演练,强调考核T型槽铣削和精度测量环节。
- 责任明确:明确各岗位的质量责任,如操作员需自检加工尺寸,质检员需巡检关键工序。http://www.chinaweiyue.com/
步骤7:试生产与参数优化——验证“方案可行”
通过小批量试生产验证工艺方案和设备参数的合理性,及时调整优化。
- 试生产动作:按照工艺路线生产1-2件样品,全程记录各工序参数(如切削速度、热处理时间)。
- 整体检验:质检部对样品进行全项检测,包括T型槽尺寸精度、平面度、材质硬度、表面粗糙度等,对比技术要求。
- 优化调整:若样品不合格(如T型槽尺寸偏差),分析原因并调整工艺参数(如修改铣刀进给量);若合格,固化工艺方案并开始批量生产。
三、关键核查清单:生产前很后“把关”
完成上述步骤后,用以下清单核查,确保无遗漏:
1. 技术文件(图纸、工艺卡)已会审且无疑问?
2. 原材料已验收,材质符合要求?
3. 工艺路线已确定,关键参数已标注?
4. 设备、刀具已调试校准,测量工具已校验?
5. 人员已培训交底,明确操作规范?
6. 试生产样品已合格,工艺参数已固化?
总结:T型槽铸铁地轨生产前步骤核心是“先明确标准→再筹备资源→后验证方案”,强调把控技术文件、材质选型、时效处理和试生产四大关键节点,即可确保生产顺利启动并保障产品质量。
官方网址:http://www.chinaweiyue.com/
联系人 田红梦 15632782238 微信同步 竭诚为您服务