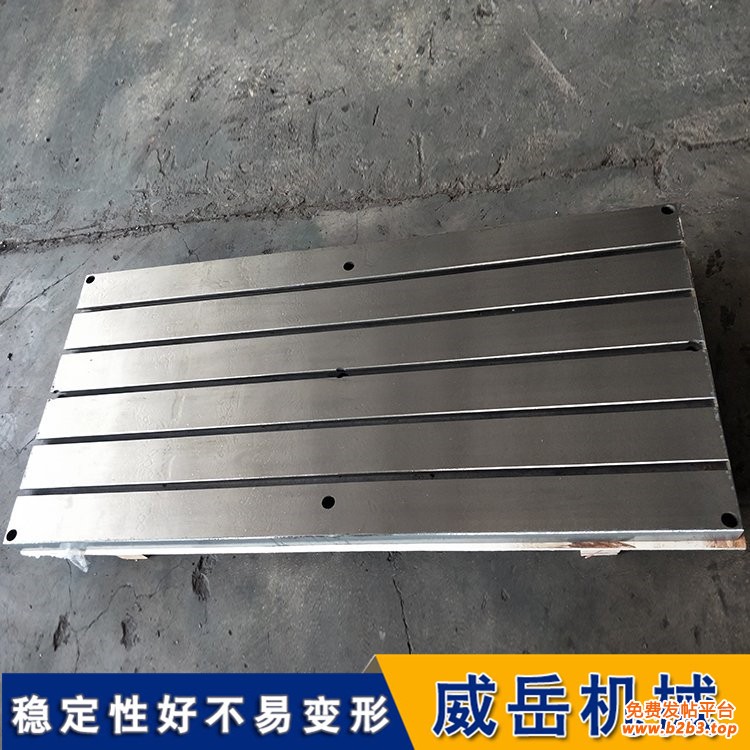
槽开口:国标22
适用范围:检测 划线
一、原材料预处理:筑牢外观基础
原材料的品质及预处理效果是决定T型槽平台外观质量的首要环节,需强调把控材质筛选、缺陷排查和表面预处理三个方面。
- 严格材质筛选与检验:优先选用材质均匀、晶粒细密的铸铁(如HT200-HT300)或钢板,确保原材料无严重的气孔、砂眼、裂纹、夹渣等先天性缺陷。进场时需通过超声波探伤、磁粉检测等手段排查内部及表面隐性缺陷,剔除合格原材料流入加工环节。
- 规范毛坯预处理工艺:毛坯铸造或轧制后一定进行时效处理(自然时效或人工时效),消除内应力,避免后续加工或使用中出现变形、开裂影响外观。时效处理后对毛坯表面进行粗清理,去除铸造冒口、飞边、氧化皮及轧制毛刺,为后续精细加工奠定基础。
二、细致加工:把控外观细节精度
加工环节是塑造T型槽平台外观形态的核心,需围绕平面度、槽型精度、边角规整度及表面粗糙度等关键指标实施精细化操作。
- 平面加工精度控制:采用“粗铣-精铣-磨削”多道工序递进加工平台工作面及底面。粗铣后去除大部分加工余量,精铣时控制切削参数(切削速度、进给量、背吃刀量),避免因切削力过大导致表面产生振纹;磨削工序选用细粒度砂轮,确保工作面表面粗糙度达到Ra1.6-Ra3.2μm,且平面度符合相应精度等级要求(如0级、1级),表面无明显刀痕、划痕。
- T型槽加工规范操作:根据槽型尺寸选用专用T型槽铣刀,分阶段加工(先铣直槽再铣槽肩),避免一次性加工导致槽壁粗糙或尺寸偏差。加工过程中定期检查槽宽、槽深、槽肩垂直度及槽间距精度,确保槽壁光滑无台阶、无毛刺,槽口边缘无崩裂。加工完成后采用专用工具清理槽内铁屑,防止铁屑残留划伤表面。http://www.chinaweiyue.com/
- 边角及轮廓精细化处理:平台的棱角部位需进行倒棱或倒角处理(通常倒角半径R1-R3mm),避免尖锐边角划伤操作人员或在搬运中磕碰变形。对于平台的侧面及端面,需进行铣削或磨削加工,确保侧面与工作面垂直度达标,表面无明显凹凸不平。
三、表面处理:提升外观质感与耐久性
表面处理不仅能优化T型槽平台的视觉效果,还能增强其防锈、抗腐蚀能力,延长外观保持时间,需根据使用场景选择合适的处理工艺并严格执行。
- 前处理清洁到位:表面处理前一定完全清理平台表面的油污、铁屑、切削液残留及灰尘,可采用脱脂剂清洗、高压气吹、抹布擦拭等组合方式,确保表面无任何杂质影响涂层附着力。对于铸铁平台,需强调去除表面的铁锈及氧化层,可采用酸洗或机械打磨方式处理。
- 涂层工艺规范实施:常用的涂层处理包括喷漆、喷塑及磷化处理。喷漆时选用耐磨损、耐油污的工业漆,采用喷枪均匀喷涂,确保涂层厚度一致(通常30-50μm),无流挂、针孔、气泡、漏喷等缺陷,干燥后表面光滑有光泽;喷塑工艺需控制好喷涂温度和时间,确保塑层与基体结合牢固,表面平整无颗粒感;磷化处理可在金属表面形成致密的磷化膜,增强防锈能力,适用于对外观颜色要求较低的工业场景。
- 局部特殊处理:对于T型槽内部等易积灰、难涂装的部位,可采用刷涂方式补充处理,确保无涂装死角;工作面若需保持金属本色,可进行抛光或钝化处理,增强表面硬度和防锈性。
四、质量检验:全流程把控外观缺陷
建立多环节检验机制,及时发现并整改外观缺陷,确保成品外观质量符合标准要求。
- 过程检验实时跟进:在毛坯预处理后、粗加工后、精加工后分别进行外观检验,强调检查表面缺陷、尺寸精度及加工痕迹,发现刀痕过深、毛刺残留、尺寸偏差等问题立即反馈并调整加工参数。
- 成品检验严格把关:成品检验需采用目测、尺量、表面粗糙度仪、平面度检测仪等工具,整个检查以下内容:工作面及侧面无划痕、凹陷、气孔、裂纹;T型槽尺寸无误、壁面光滑、无毛刺;倒角均匀规整;涂层无流挂、漏喷、气泡,颜色一致;标识(如精度等级、规格型号)清晰规范,粘贴或镌刻牢固。
- 不合格品整改规范:对于检验发现的外观缺陷,需制定针对性整改方案,如轻微划痕可进行局部打磨抛光,涂层缺陷需重新处理,尺寸偏差超标的需返工加工,确保不合格品不流入市场。
五、包装与搬运:避免成品外观损伤
成品的包装与搬运环节易因操作不当导致外观划伤或磕碰,需采取防护措施保障外观完整性。http://www.chinaweiyue.com/
- 包装防护到位:采用塑料薄膜包裹平台表面,防止灰尘污染;工作面铺设硬质纸板或胶合板,避免搬运中硬物撞击;对于大型平台,采用木质托盘或木箱包装,确保包装牢固,内部无晃动。
- 搬运操作规范:搬运时选用叉车、起重机等专用设备,配备专用吊具或托盘,避免绳索直接捆绑平台表面;搬运过程中轻起轻放,防止碰撞、倾倒;存放时需在平台下方垫置垫木,避免表面与地面直接接触产生锈蚀或划伤。
六、细节优化:提升整体外观协调性
在满足核心质量要求的基础上,关注细节设计与处理,提升外观的协调性和美观度。例如,平台的规格型号、精度等级等标识需采用统一字体和位置镌刻或粘贴,确保清晰规整;若有装配孔等附加结构,需保证孔位无误、孔壁光滑,孔口进行倒角处理;对于多件组合使用的平台,需确保各部件外观颜色、加工精度一致,组合后整体平整协调。
综上所述,提高T型槽平台外观质量需秉持“全流程管控、精细化操作”的原则,从原材料到成品的每个环节都严格把控,既关注尺寸精度、表面粗糙度等硬性指标,也重视涂层质量、细节处理等视觉与质感表现,结果实现“实用与美观兼具”的品质目标。
官方网址:http://www.chinaweiyue.com/ 联系人 田红梦 15632782238 微信同步