检验标准:涂色法检验
材质:HT250
材质要求:采用高强度铸铁 HT200-300(或根据定制要求选用 HT300-400),需提供材质化验单,确保碳含量 2.9%-3.5%、硅含量 1.2%-2.0%、锰含量 0.6%-1.0%,硫、磷杂质含量≤0.12%,杜绝气孔、砂眼、裂纹等原生缺陷。
热处理检验:一定经过人工时效(600-650℃保温 4-6 小时,自然冷却)或振动时效处理,消除内应力。检验时采用超声波探伤仪,探测深度≥50mm,无明显内应力集中区域,硬度均匀性要求 HB180-220,同一平面硬度差≤15HB。
外观材质筛查:肉眼观察结合放大镜(10 倍)检查,表面无明显疏松、夹渣、缩孔,边缘无毛刺、飞边,铸造圆角半径符合图纸要求(一般 R3-R5),不得出现尖锐棱角。
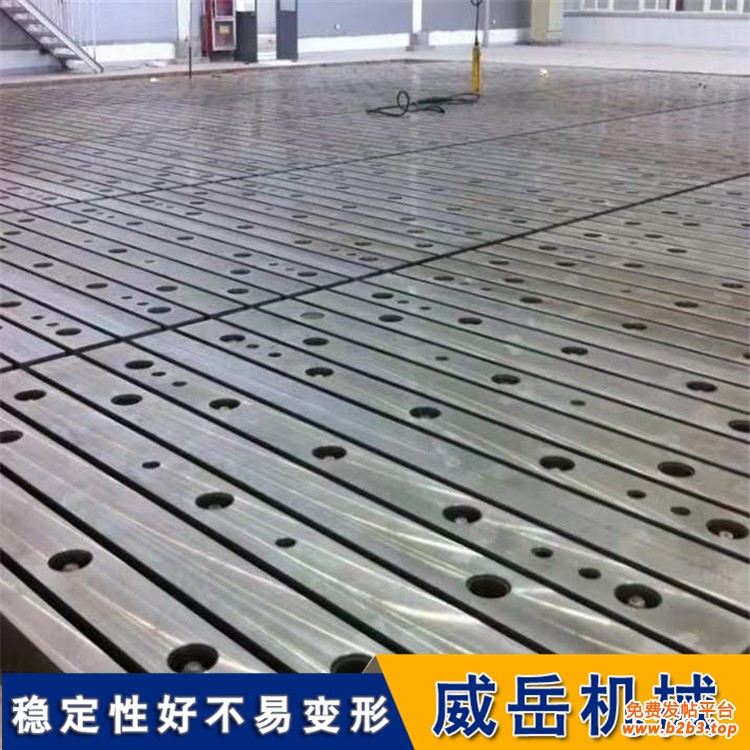
二、尺寸精度检验标准
整体尺寸偏差:
长度 / 宽度偏差:≤±0.2mm/m,总偏差≤±0.5mm(单块地板至顶尺寸≤3000mm×2000mm);
厚度偏差:±0.15mm,同一地板厚度差≤0.1mm;
对角线偏差:≤0.3mm(针对矩形地板,对角线长度差)。
T 型槽核心尺寸:
槽宽偏差:±0.05mm(槽口宽度、槽底宽度分别检测,采用内径千分尺测量,每槽测量 3 个截面);
槽深偏差:±0.08mm,槽深一致性≤0.05mm(同一槽体两端及中间三点测量);
槽间距偏差:±0.1mm,相邻槽间距、同排槽间距均需满足,采用激光测距仪逐槽检测。http://www.chinaweiyue.com/
孔位精度(若带安装孔):
孔径偏差:±0.03mm,采用塞规检测;
孔主旨距偏差:±0.05mm,孔位与槽边距离偏差≤0.08mm,采用坐标测量仪检测。
三、平面度与直线度检验标准
平面度要求:
单块地板:≤0.02mm/m(局部),≤0.05mm / 全长(至顶尺寸≤3000mm);
拼接地板(多块组合):拼接后整体平面度≤0.08mm / 总面积(≤10㎡),相邻地板接缝高度差≤0.03mm。
检测方法:采用 0 级平尺配合水平仪、百分表,按网格法(每 500mm×500mm 一个测点)整个检测,记录各测点偏差值,取至顶值。
直线度要求:
地板边缘直线度:≤0.02mm/m,全长≤0.04mm;
T 型槽槽壁直线度:≤0.015mm/m,槽长方向全程检测,采用直线度检测仪配合百分表。
四、槽型质量与表面粗糙度检验标准
槽型结构:
槽壁垂直度:≤0.02mm/m(槽壁与地板上表面夹角 90°±0.1°),采用直角尺配合百分表检测;
槽底平面度:≤0.01mm/m,无凹陷、凸起,采用平尺与塞尺检测;
槽口倒角:符合图纸要求(一般 C2-C3),无崩角、缺料,倒角光滑过渡。
表面粗糙度:
地板上表面(工作面):Ra≤1.6μm,采用粗糙度仪检测,每 100mm×100mm 一个测点,至少检测 5 个区域;
T 型槽内壁(配合面):Ra≤3.2μm,槽底 Ra≤6.3μm,确保装配顺滑,无阻碍。http://www.chinaweiyue.com/
五、装配与实用性检验标准
拼接装配检验:多块地板拼接时,采用标准连接件(螺栓、定位销)装配,装配过程无强制敲击,拼接后无松动,用手推地板无位移,接缝处无明显缝隙(塞尺 0.03mm 无法插入)。
载荷测试:按额定载荷的 1.2 倍进行静载荷试验,保持 24 小时,卸载后检测平面度、尺寸精度无一直变形,T 型槽无开裂、变形。
耐腐蚀性检验:表面经防锈处理(喷漆、镀锌或磷化),涂层厚度≥80μm(喷漆),采用涂层测厚仪检测,涂层均匀无漏涂、起皮、脱落,盐雾试验 48 小时无锈蚀。
六、出厂检验流程与合格判定
检验流程:原材料检验→热处理检验→粗加工尺寸检验→精加工尺寸与精度检验→表面质量检验→装配与载荷测试→防锈处理检验→出具检验报告。
合格判定:所有检验项目均需符合上述标准,单项偏差不得超过允许值的 1.2 倍,且无致命缺陷(如裂纹、严重气孔、尺寸超差无法修复等);检验报告需包含材质证明、热处理记录、各项目检测数据、不合格项处理记录(若有),方可出厂。
以上标准覆盖了 T 型槽铁地板从生产到出厂的全流程核心检验环节,可直接作为生产检验、采购验收的技术依据。若你需要针对特定规格(如超大尺寸、特殊材质、定制槽型)的地板调整标准参数,或需要配套检验记录表模板、检测设备清单,欢迎随时告知,我将进一步优化完善。
官方网址:http://www.chinaweiyue.com/
联系人 田红梦 15632782238 微信同步 竭诚为您服务